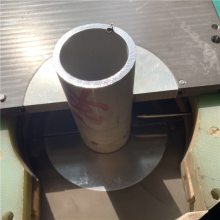
管道自动焊机的主要特点:独特的多重循环水冷系统,***能连续高质量工作焊接前密封强充满保护气,使得焊缝得到充分保护,适用于高要求焊接适用管径φ6—φ160㎜紧凑的设计风格,适合多种场合使用可焊接不锈钢、钛、碳钢等易氧化性金属等
管道自动焊机系统的主要部件是电源和控制器,焊头以及必要时的送丝机构。某些尺寸和材料类型的焊接还需要使用水/冷却剂系统。有许多因素会对焊接结果产生影响。这些方面包括焊接电流的电弧长度,幅度和脉冲频率,焊接速度,惰性保护气体,母材,填充材料,焊接准备和导热性。通过详细了解如何针对每个单独的焊接任务调整所有这些参数,实现高质量焊接。
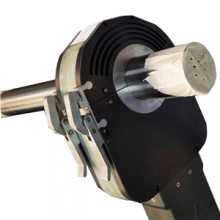
管道自动焊机是一种专门的焊接领域,电弧可以在连续过程中围绕静态工件(例如管道等物体)机械旋转360°(双向焊接时为180度)。开发该工艺的目的是解决钨极氩弧焊工艺中操作员失误的问题。在轨道焊接中,计算机控制的过程运行时操作员很少干预。该工艺专门用于高质量的可重复焊接。
管道自动焊机的焊缝与GFO系列的焊头一起,达到或超过了各种行业所需的规格:食品,乳制品,酿酒,制药,发电,石化,化工,纸浆和造纸,核能,造船等。它体积小,坚固的外壳使其在需要便携性的现场应用中非常有用。焊把集成了高度集合了功能按钮可以快速操作焊接过程。成功的轨道焊接还取决于具有合理清洁的氩源以用于背衬和保护气体。
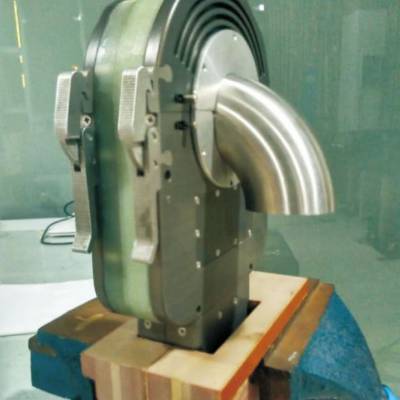
管道自动焊机基本介绍不仅可以焊接直管与直管对焊,还可以为直管对接弯头、三通、法兰等管件的焊接。为您现场焊接提供多功能的焊接方式以及专业的焊接指导。
管道自动焊机系列机头由六种型号的水冷轨道管焊头组成,尺寸范围重叠。可互换的夹头适用于不同管尺寸和配件几何形状。特殊产品系列可以设计用于航空航天领域常见的独特应用。三个红头系列焊头配备仅用于熔接和填充焊丝附加轨道焊接。头部安装在带有可调节夹爪的管子上,通过旋转简单的肘杆操纵。
成功的管道自动焊机焊接是可重复的,只要操作员监控变量并执行定期样品并检查其是否完全穿透。注意到变量已经改变是一项主要技能,很容易被遗漏。操作员需要培训和经验才能成功地始终如一地生产出可接受的焊缝。
管道自动焊机焊接试样,用于测试焊工技能的金属件,通常在焊接班次开始时,任何时候调整或改变任何变量并在换班结束时(根据需要更频繁地)检查员必须在内部和外部进行检查,以确认完全穿透,适当的胎圈宽度和其他标准。对于较小的直径,通常需要打开试样以检查焊道。所有试样必须具有完全的穿透力和一致的胎圈宽度。一致性的变化是在继续之前必须解决的问题的指标。