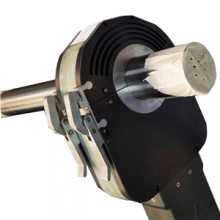
常用的管道自动焊机,因其没有轨道用磁力吸附到管道之上进行焊接。所以适用于长输管道或安装现场的固定焊缝填充盖面焊接,焊接小车可以进行无级调速在管道上自动旋转。焊枪可沿管子轴向进行角度调节;焊枪可垂直于管子轴向进行角度调节;焊枪可沿管子径向进行上下距离调节;标配HiArcM500A焊接电源;实芯焊丝混合气体向下焊焊接,药芯焊丝混合气体向上焊焊接。
管道自动焊机系统的主要部件是电源和控制器,焊头以及必要时的送丝机构。某些尺寸和材料类型的焊接还需要使用水/冷却剂系统。有许多因素会对焊接结果产生影响。这些方面包括焊接电流的电弧长度,幅度和脉冲频率,焊接速度,惰性保护气体,母材,填充材料,焊接准备和导热性。通过详细了解如何针对每个单独的焊接任务调整所有这些参数,实现高质量焊接。
成功的管道自动焊机焊接是可重复的,只要操作员监控变量并执行定期样品并检查其是否完全穿透。注意到变量已经改变是一项主要技能,很容易被遗漏。操作员需要培训和经验才能成功地始终如一地生产出可接受的焊缝。